
Trinkwassergewinnung mit Umkehrosmose-Technologie
Gleitschieberventile zur Optimierung der Trinkwasseraufbereitung
Container for the scroll indicator
(Will be hidden in the published article)

Gleitschieberventile schützen vor Schäden
„Bei der Umkehrosmose ist die genaue und schnelle Druckregelung sehr wichtig“, betont Veolia-Ingenieur Debaillie. „Die hochempfindlichen Filterschichten sind in Druckrohren aufgerollt. Druckstöße und zu große Durchflussmengen müssen sicher verhindert werden. Selbst kleinste Überschwingungen bei der Regelung könnten die teuren Membranen beschädigen. Deshalb setzen wir in jeder der zwölf Umkehrosmose-Einheiten je ein DN125- und ein DN50-Gleitschieberventil von Schubert & Salzer Control Systems zur Druckregelung ein.“ Sie gewährleisten die exakte Regelung der hohen Prozessdrücke, die erforderlich sind, um den osmotischen Druck des Brackwassers auszugleichen und die Umkehrosmose in Gang zu halten.
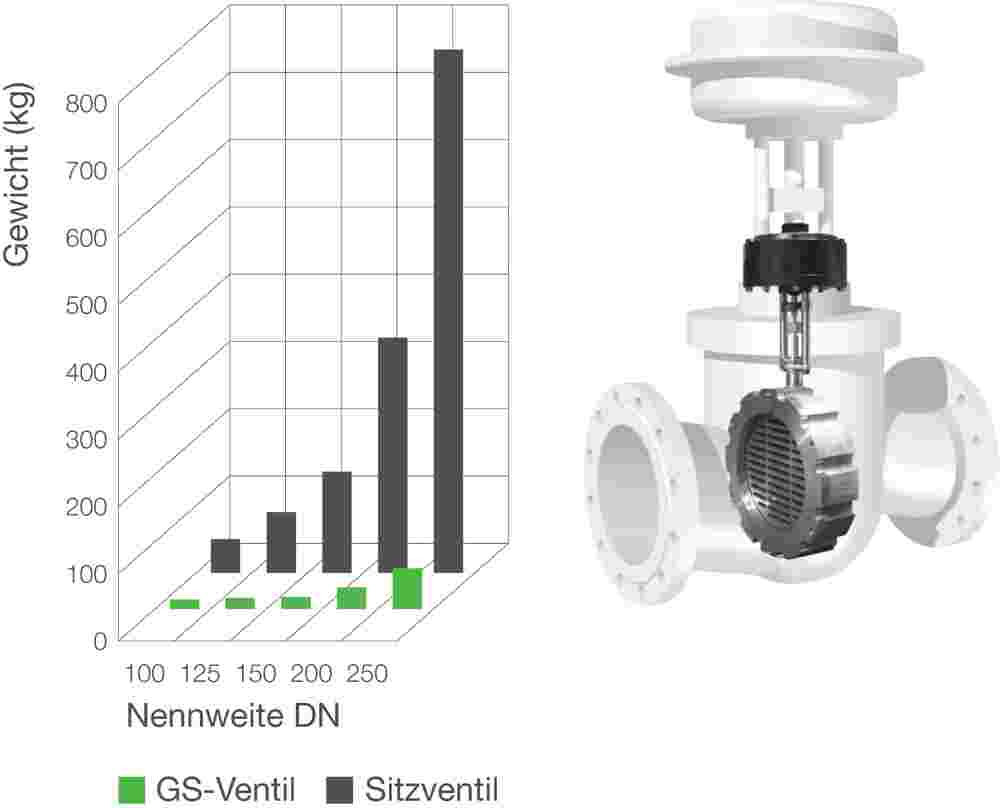
Ausschlaggebend für die hohe Präzision und die kurzen Ansprechzeiten der Gleitschieberventile ist ihr spezielles Konstruktionsprinzip. Die Gleitschieber-Technologie regelt den Durchfluss in Millisekunden, indem zwei senkrecht zur Strömungsrichtung angeordnete, geschlitzte Dichtscheiben übereinander verschoben werden. Der pneumatische Antrieb muss ausschließlich die Gleitreibung zwischen den beiden Scheiben überwinden. Die benötigte Stellkraft ist dadurch bis zu 90 Prozent geringer als bei anderen Ventilbauarten. Die Antriebe können entsprechend viel kleiner dimensioniert und der Bedarf an Steuerluft reduziert werden. Gleichzeitig schonen die kurzen Hübe von nur wenigen Millimetern und die geringen bewegten Massen des Drosselorgans den Antrieb und die Spindelabdichtung.


Gleichmäßige Auslastung durch präzise Stellungsregler
„Bevor das behandelte Wasser ins Leitungsnetz der Region eingespeist wird, setzen wir DN150-Gleitschieberventile bei der Aktivkohlefilterung und der Remineralisierung mit Kalkstein und CO2 ein“, fügt Debaillie hinzu. Auch hier gewährleisten die präzisen Stellungsregler von Schubert & Salzer in Kombination mit den Gleitschieberventilen eine genaue Durchflussregelung, so dass die acht Aktivkohlefilter und 13 Remineralisierungstanks gleichmäßig ausgelastet werden. In dieser Anwendung erweist sich eine lineare Durchflusskennlinie als besonders geeignet für die Regelung der Durchflussmengen, um den Prozess stabil zu halten.
Sichere, regionale Wasserversorgung gewährleistet
Mit einem Output von durchschnittlich 24.000 Kubikmeter pro Tag leistet die Anlage einen wichtigen Beitrag zur sicheren und wirtschaftlichen Trinkwasserversorgung der Menschen in der Region Ostende. Phasen von Wasserknappheit – wie Belgien sie in den vergangenen Sommern erlebt hat und die durch den Klimawandel noch häufiger auftreten werden – sollen zukünftig vermieden werden. FARYS plant aus diesem Grund bereits eine zweite, ähnliche Anlage in Nieuwpoort.

